
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


ur projection weld လုံးကိုရိုက်ပါ
Xiaoguo®၏ကုန်ပစ္စည်းပေးသွင်းသူမှထုတ်လုပ်သော Progress Welds ကို IFI 148-4-2002 ၏စံနှုန်းများနှင့်ကိုက်ညီသည်။ ကုန်ထုတ်လုပ်မှုအပင်များတွင်၎င်းတို့သည်အထူသတ္တုအစိတ်အပိုင်းများကိုချိတ်ဆက်ရန်အသုံးပြုလေ့ရှိပြီးဤအစိတ်အပိုင်းများကိုလုံခြုံသောဂဟေဆော်ခြင်းသည်အရေးပါသည်။ အခမဲ့နမူနာများကိုကျွန်ုပ်တို့ကမ်းလှမ်းနိုင်သည်။
မော်ဒယ်:IFI 148-4-2002
စုံစမ်းမေးမြန်းရန်ပေးပို့ပါ။
ကုန်ပစ္စည်းအကြောင်းအရာ
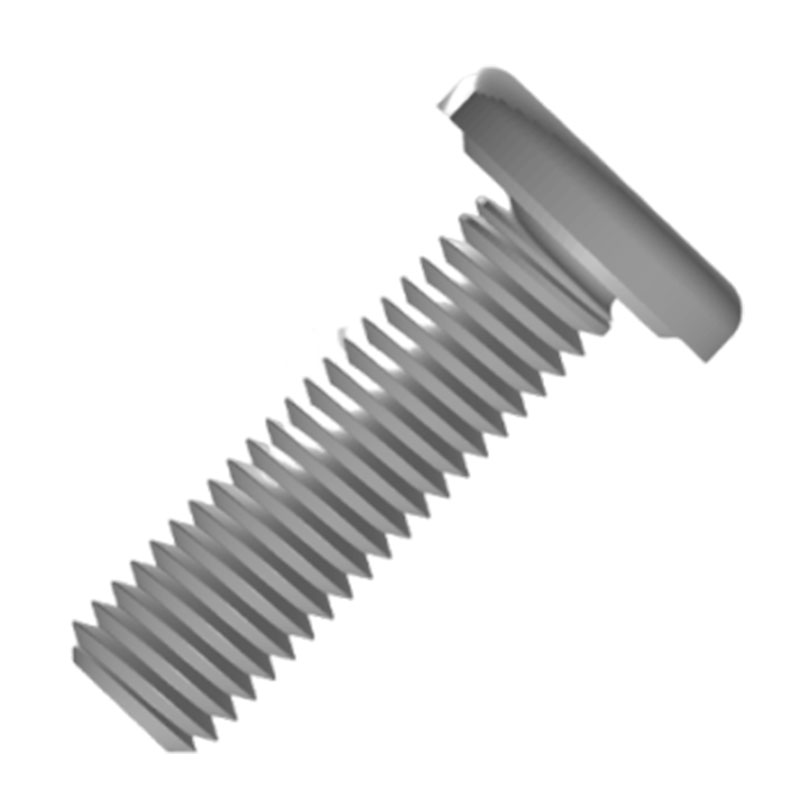
ur projection Weld Weld Weld Studs သည်ချောချောမွေ့မွေ့ပြားသောမျက်နှာပြင်တစ်ခုရှိပြီးချောချောမွေ့မွေ့ပြားသောမျက်နှာပြင်တစ်ခုရှိပြီးကြီးမားသောပြားချပ်ချပ်မျက်နှာပြင်တစ်ခုရှိသည်။ သူတို့ကမကြာခဏပါးလွှာသောပြားနှင့်အလှဆင်အစိတ်အပိုင်းများ၏ဆက်စပ်မှုတွင်အသုံးပြုကြသည်။
ထုတ်ကုန်အင်္ဂါရပ်များ
ဘဲဥပုံနေရာနှင့်အပြည့်အဝချည်နှောင်ထားသောလုံးတွင်လုံးလုံးလျားလျားမှတဆင့်လုံးလုံးလျားလျားဖြတ်သန်းနေသည့်ချည်မျှင်များရှိသည်။ ၎င်းသည်လမ်းညွှန်တစ်ခုနှင့်တူပြီး installation စဉ်အတွင်းတွင်းထဲသို့လုံး 0 ချောမွေ့စွာလမ်းညွှန်သည်။ ဆိုလိုသည်မှာသင်သည်အထူးသဖြင့်လက်ဖြင့်ဖြစ်စေ, ကျဉ်းမြောင်းသောနေရာများတွင်သင့်အားအစိတ်အပိုင်းများပေါ်တွင်ချည်များကိုပျက်စီးစေနိုင်ရန်နည်းပါးသည်။ အခြားအဆုံးမှာစံအခွံမာသီးကိုသုံးပါ။
ဂဟေဆော်ပြီးပါက type ur Project Weld Weld Seld Studs သည်အပူရှိန်တပ်ဖွဲ့များ, ညှပ်တပ်ဖွဲ့များနှင့်တုန်ခါမှုများကိုပြုလုပ်နိုင်သည့်အလုပ်ခွင်နှင့်အတူအင်အားကြီးမားသောဆက်သွယ်မှုကိုဖြစ်ပေါ်စေသည်။ ရေရှည်အသုံးပြုမှုတွင်ပြင်ပအင်အားစုများသို့မဟုတ်ပစ္စည်းကိရိယာများတုန်ခါမှုများကိုခံယူပါကအဆောက်အ ဦး ဖွဲ့စည်းပုံ၏တည်ငြိမ်မှုကိုသေချာစေရန်သံမဏိရောင်ခြည်နှင့်သံမဏိကော်လံများအကြားချိတ်ဆက်မှုပေါင်းစည်းမှုဆိုင်ရာပေါင်းစည်းမှုဆိုင်ရာပေါင်းစည်းခြင်းနှင့်အတူလျှော့ချခြင်းသို့မဟုတ်ပြိုလဲရန်မဖြစ်နိုင်ပါ။
ur projection weld လုံး၏ threaded အပြောင်းအလဲနဲ့တိကျမှန်ကန်မှုမြင့်မားသည်။ ၎င်းတို့သည်စံနှုန်းအခွံမာသီးသို့မဟုတ်အစိတ်အပိုင်းများနှင့်အတူပုံမှန်အခွံမာသီးသို့မဟုတ်အစိတ်အပိုင်းများနှင့်အတူအဆင်ပြေချောချောမွေ့မွေ့နှင့်အတူ fit နှင့် installation စဉ်အတွင်း sticking သို့မဟုတ် throad စတဲ့ပြ problems နာတွေရှိပါတယ်။ ၎င်းသည်အခြားအစိတ်အပိုင်းများကိုပိုမိုလွယ်ကူစွာတပ်ဆင်ခြင်းကိုလွယ်ကူစွာတည်ဆောက်နိုင်အောင်ပြီးစီးနိုင်ကြောင်းသေချာစေသည်။
Type ur projection weld welds များသည်လည်ပတ်ရန်အလွန်လွယ်ကူပြီးရှုပ်ထွေးသောနေရာချထားရေးလုပ်ငန်းစဉ်မလိုအပ်ပါ။ ဂဟေဆော်မှုဖြစ်စဉ်တွင်၎င်း၏ခေါင်းပေါ်တွင်အထူးမြင့်မားသောဒီဇိုင်းသည်ဂဟေဆော်မှုအပိုင်းကိုအလျင်အမြန်လိုက်နာရန်အထောက်အကူပြုသည်။ ဂဟေဆော်ခြင်းဆိုင်ရာပစ္စည်းကိရိယာများအပေါ်တွင်ပါ 0 င်သည်နှင့်တပြိုင်နက်မြင့်မားသောအပိုင်းသည်လျင်မြန်စွာအရည်ပျော်သွားပြီး welding pack to ပေါ်သို့လုံးလုံးခိုင်လုံသောဂဟေဆော်ခြင်း ၎င်းသည် installation အချိန်ကိုသိသိသာသာလျော့နည်းစေသည်ထုတ်လုပ်မှုထိရောက်မှုကိုတိုးမြှင့်ပေးသည်။
ထုတ်ကုန် parameters တွေကို

|
မွန်မွန် |
# 4 |
# 6 |
# 8 |
# 10 |
1/4 | 5/16 | 3/8 | 1/2 |
|
P |
40 |
32 | 32 | 24 | 20 | 18 | 16 | 13 |
|
dk max |
0.26 | 0.323 | 0.385 | 0.448 | 0.575 | 0.755 | 0.88 | 1.005 |
|
DK Min |
0.24 | 0.030 | 0.365 | 0.428 | 0.555 | 0.725 | 0.85 | 0.975 |
|
k max |
0.046 | 0.052 | 0.068 | 0.068 | 0.083 | 0.099 |
0.114 |
0.146 |
|
k မိနစ် |
0.036 | 0.042 | 0.058 | 0.058 | 0.073 | 0.089 | 0.104 | 0.136 |
|
ဒေတီ |
0.195 | 0.219 | 0.266 | 0.328 | 0.422 | 0.531 | 0.641 | 0.72 |
|
hax |
0.013 | 0.015 | 0.018 | 0.02 | 0.027 | 0.033 | 0.037 | 0.047 |
|
h min |
0.008 | 0.01 | 0.013 | 0.015 | 0.021 | 0.027 | 0.031 | 0.041 |
|
e |
0.022 | 0.025 | 0.031 | 0.035 | 0.048 | 0.06 | 0.068 | 0.088 |
|
mAX |
0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 | 0.06 |
Hot Tags: ur projection Weld လုံး, တရုတ်, ထုတ်လုပ်သူ, ပေးသွင်းသူ, စက်ရုံကိုရိုက်ပါ
ဆက်စပ်အမျိုးအစား
စုံစမ်းမေးမြန်းရန်ပေးပို့ပါ။
ကျေးဇူးပြု၍ အောက်ပါပုံစံဖြင့် သင်၏စုံစမ်းမေးမြန်းမှုကို အခမဲ့ပေးပါ။ 24 နာရီအတွင်း သင့်အား အကြောင်းပြန်ပါမည်။








