
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

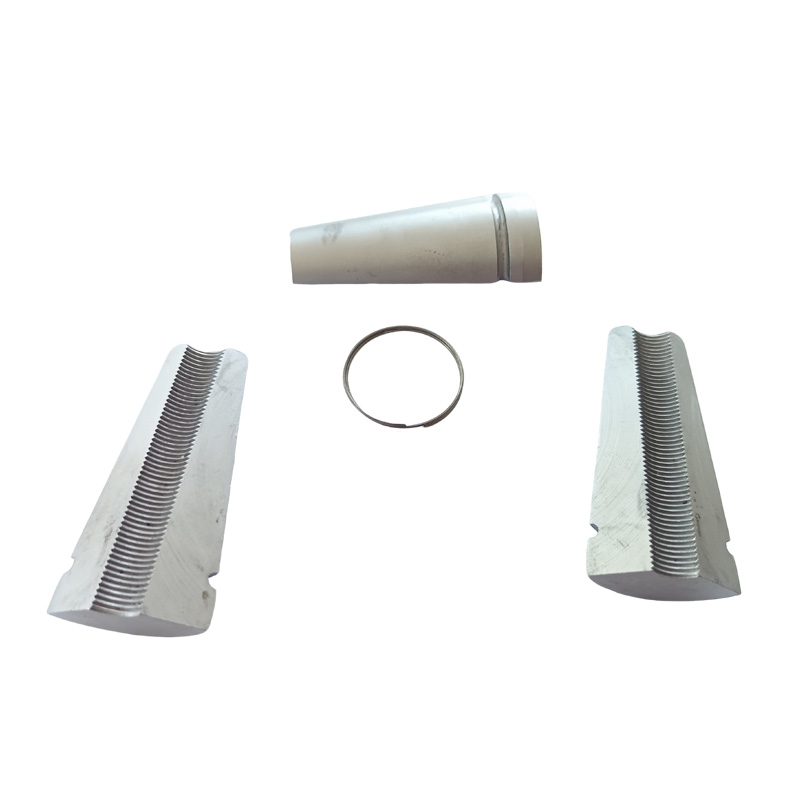
Cold Forged Post Tension Wedges များ
Xiaoguo® သည် Cold Forged Post Tension Wedges ၏ မျက်နှာပြင်သွားပုံစံကို စိတ်ကြိုက်ပြင်ဆင်ခွင့်ပြုသည်။ 12.7 - 17.8 မီလီမီတာ သံမဏိကြိုးများကို ခိုင်ခံ့စွာကိုက်နိုင်သည့် တူညီသော သွားပုံစံများ ဖန်တီးရန် သင့်လိုအပ်ချက်များနှင့်အညီ တိကျစွာ စီမံဆောင်ရွက်ထားပါသည်။ တင်းအားသည် 2000MPa အထိ ရောက်သွားသော်လည်း ချော်မည်မဟုတ်ပါ။ ဒီလိုမျိုး ထုတ်ကုန်လိုချင်ပါသလား။
စုံစမ်းမေးမြန်းရန်ပေးပို့ပါ။
ကုန်ပစ္စည်းအကြောင်းအရာ
ပစ္စည်း
Cold Forged Post Tension Wedges ပစ္စည်းများရွေးချယ်ခြင်းသည် ၎င်း၏နောက်ဆုံးစွမ်းဆောင်ရည်၊ အထူးသဖြင့် မျက်နှာပြင်ဝတ်ဆင်မှုခံနိုင်ရည်နှင့် core toughness အကြားချိန်ခွင်လျှာကို တိုက်ရိုက်အကျိုးသက်ရောက်စေသည်။
အသုံးများသော ပစ္စည်းစနစ်များ-
(1) 20CrMnTi (ဦးစားပေး)
ကာဗွန်နည်းသော အလွိုင်းစတီးလ်အနေဖြင့် ၎င်းသည် စွမ်းအားမြင့် ဖိအားပေးထားသော သပ်သပ်ရပ်ရပ်များကို ထုတ်လုပ်ရန်အတွက် ဦးစားပေးပစ္စည်းဖြစ်သည်။ ၎င်း၏အဓိကအားသာချက်မှာ Cold Forged Post Tension Wedges အတွင်းတွင် ကောင်းမွန်သော ခိုင်ခံ့မှုကို ထိန်းသိမ်းထားစဉ် carburizing သို့မဟုတ် ကာဗွန်-နိုက်ထရိုဂျင် ပူးတွဲကာပူလောင်ခြင်း လုပ်ငန်းစဉ်များမှတစ်ဆင့် မျက်နှာပြင်ပေါ်တွင် အလွန်မြင့်မားသော မာကျောမှုနှင့် ခံနိုင်ရည်အား ရရှိစေခြင်းတွင်ဖြစ်သည်။
(2) 40Cr / 45# သံမဏိ
ဤပစ္စည်းနှစ်ခုသည် စွမ်းဆောင်ရည်နှင့် ကုန်ကျစရိတ်ကြားတွင် ဟန်ချက်ညီစေပြီး အားအင်အတန်အသင့်ရှိသော အခြေအနေများအတွက် သင့်လျော်ပါသည်။
(၃) အခြားပစ္စည်းများ
အမေရိကန်စံစနစ်တွင် AISI C12L14၊ C11L17၊ 40Cr နှင့် C45 ကဲ့သို့သော ပစ္စည်းများကိုလည်း အသုံးပြုပါသည်။

အကောင်းစား လိုအပ်ချက်များ
Cold Forging သည် မြင့်မားသောတိကျမှုကိုသေချာစေရုံသာမက ထုတ်လုပ်မှုထိရောက်မှုနှင့် ပစ္စည်းအသုံးချမှုကိုလည်း သိသိသာသာမြှင့်တင်ပေးနိုင်သည့် Cold Forged Post Tension Wedges အတွက် အဓိကထုတ်လုပ်မှုလုပ်ငန်းစဉ်တစ်ခုဖြစ်သည်။
【1】အဓိကထုတ်လုပ်မှုလုပ်ငန်းစဉ်
(1) Cold heading / Cold extrusion - အဓိက လုပ်ငန်းစဉ်မှာ အအေးခေါင်းစက်ကို အသုံးပြုခြင်း သို့မဟုတ် အခန်းအပူချိန်တွင် သတ္တုပြားကို ထုတ်ယူပြီး ပုံသွင်းရန် ဖိခြင်း ပါဝင်ပါသည်။
(2) ဖွဲ့စည်းခြင်းလုပ်ငန်းစဉ်- ထုတ်လုပ်မှုလုပ်ငန်းစဉ်တွင် များသောအားဖြင့် "ပစ္စည်းကို ဖြတ်တောက်ခြင်း → ပြားချပ်ချပ်ချပ်များကို ပုံသွင်းခြင်း → အနေအထားများစွာ အအေးခန်းပုံစံပြုလုပ်ခြင်း" ကဲ့သို့သော အဆင့်များပါဝင်ပြီး Cold Forged Post Tension Wedges ၏ အခြေခံပုံသဏ္ဍာန်ကို အဆင့်တစ်ခု သို့မဟုတ် အများအပြားကို ထုတ်လုပ်နိုင်သည်။
(3) လုပ်ငန်းစဉ်အားသာချက်- အအေးအတုပြုလုပ်ခြင်းလုပ်ငန်းစဉ်သည် အလွန်မြင့်မားသောပစ္စည်းအသုံးပြုမှုနှုန်းရှိပြီး ပုံမှန်အားဖြင့် 85% ကျော်အထိရောက်ရှိပြီး အဆင့်မြင့်နည်းပညာများသည် 99% အထိအောင်မြင်နိုင်ပါသည်။
【2】 သော့လုပ်ငန်းစဉ် တိကျမှု-
(1) မျက်နှာပြင်ကြမ်းတမ်းခြင်း- ကျောက်ဆူးပြား၏ cone hole ကဲ့သို့သော အဓိကမိတ်လိုက်မျက်နှာပြင်များ၏ မျက်နှာပြင်ကြမ်းတမ်းမှုသည် အလွန်မြင့်မားသည်။ ပုံမှန်အားဖြင့်၊ cone အပေါက်များအတွက် Ra တန်ဖိုးသည် 0.8 ဖြစ်ပြီး အခြားအစိတ်အပိုင်းများအတွက် ၎င်းသည် 3.2 ဖြစ်ပြီး၊ self-locking စွမ်းဆောင်ရည်ကိုသေချာစေရန်အတွက် ၎င်းသည် 3.2 ဖြစ်သည်။
(2) Dimension tolerance- ကျောက်ဆူးပြား၏ အချင်းသွေဖည်မှုသည် ±0.5mm အတွင်းဖြစ်သင့်ပြီး cone angle ၏အမှားသည် ±0.3° အတွင်းဖြစ်သင့်သည်။

အမြဲမေးလေ့ရှိသောမေးခွန်းများ
(1) Cold Forged Post Tension Wedges ၏ ပစ္စည်းသည် အပူချိန်နိမ့်သော တင်းမာမှု (ဥပမာ -40°C) အတွက် လိုအပ်ချက်များနှင့် ကိုက်ညီပါသလား။
A: ဟုတ်ပါတယ်။ ကျွန်ုပ်တို့၏ပစ္စည်းသည် သက်ရောက်မှုစွမ်းအင် ≥ 27J (GB/T 229 စံနှုန်းနှင့်အညီ) ဖြင့် -40°C အပူချိန်နိမ့်သော သက်ရောက်မှုစမ်းသပ်မှုကို အောင်မြင်ပြီးဖြစ်သည်။
(၂) ရိုးရိုးပူပူပြုလုပ်ခြင်း သို့မဟုတ် စက်ဖြင့်ပြုလုပ်ခြင်းထက် အအေးအတုပြုလုပ်ခြင်း၏ အကျိုးကျေးဇူးကား အဘယ်နည်း။
A: အအေးအတုပြုလုပ်ခြင်း (အအေးခေါင်းပေါက်/အအေးထုတ်ခြင်း) ကို အခန်းအပူချိန်တွင် ဖွဲ့စည်းထားပြီး အဓိက အားသာချက် သုံးခုရှိသည်။
① မြင့်မားသော ပစ္စည်းအသုံးပြုမှုနှုန်း
② မြင့်မားသော အတိုင်းအတာ တိကျမှု
③ ကောင်းမွန်သော မျက်နှာပြင် အရည်အသွေး
(၃) ဘယ်လို မျက်နှာပြင် ကုထုံးကို လက်ခံလဲ။
ပုံမှန် မျက်နှာပြင် ကုသမှုမှာ ဖော့စဖိတ် + အဆီဖုံးခြင်း (အခြေခံ သံချေးတက်ခြင်း) ဖြစ်သည်။
သံချေးတက်သောပတ်ဝန်းကျင်အတွက်၊ Dacromet သို့မဟုတ် ဇင့်-နီကယ်သတ္တုစပ်အလွှာကဲ့သို့သော ရွေးချယ်မှုများကို ရွေးချယ်နိုင်သည်။
Hot Tags: Cold Forged Post Tension Wedges၊ တရုတ်၊ ထုတ်လုပ်သူ၊ ပေးသွင်းသူ၊ စက်ရုံ၊
ဆက်စပ်အမျိုးအစား
Hot Dip Galvanized Billet သံမဏိဝါယာကြိုး
optical cable များအတွက် galvanized သံမဏိဝါယာကြိုး
သံမဏိ strands
ဝါယာကြိုးကြိုးပတ်ပတ်လည်
လေယာဉ်သံမဏိဝါယာကြိုးကြိုး
သံမဏိဝါယာကြိုးကြိုး
Gripper သပ်
Anchorage Gripper
စုံစမ်းမေးမြန်းရန်ပေးပို့ပါ။
ကျေးဇူးပြု၍ အောက်ပါပုံစံဖြင့် သင်၏စုံစမ်းမေးမြန်းမှုကို အခမဲ့ပေးပါ။ 24 နာရီအတွင်း သင့်အား အကြောင်းပြန်ပါမည်။








